AliExpress Wiki
Guida Completa al Ring Casting: Strumento Essenziale per Gioiellieri Professionisti e Appassionati
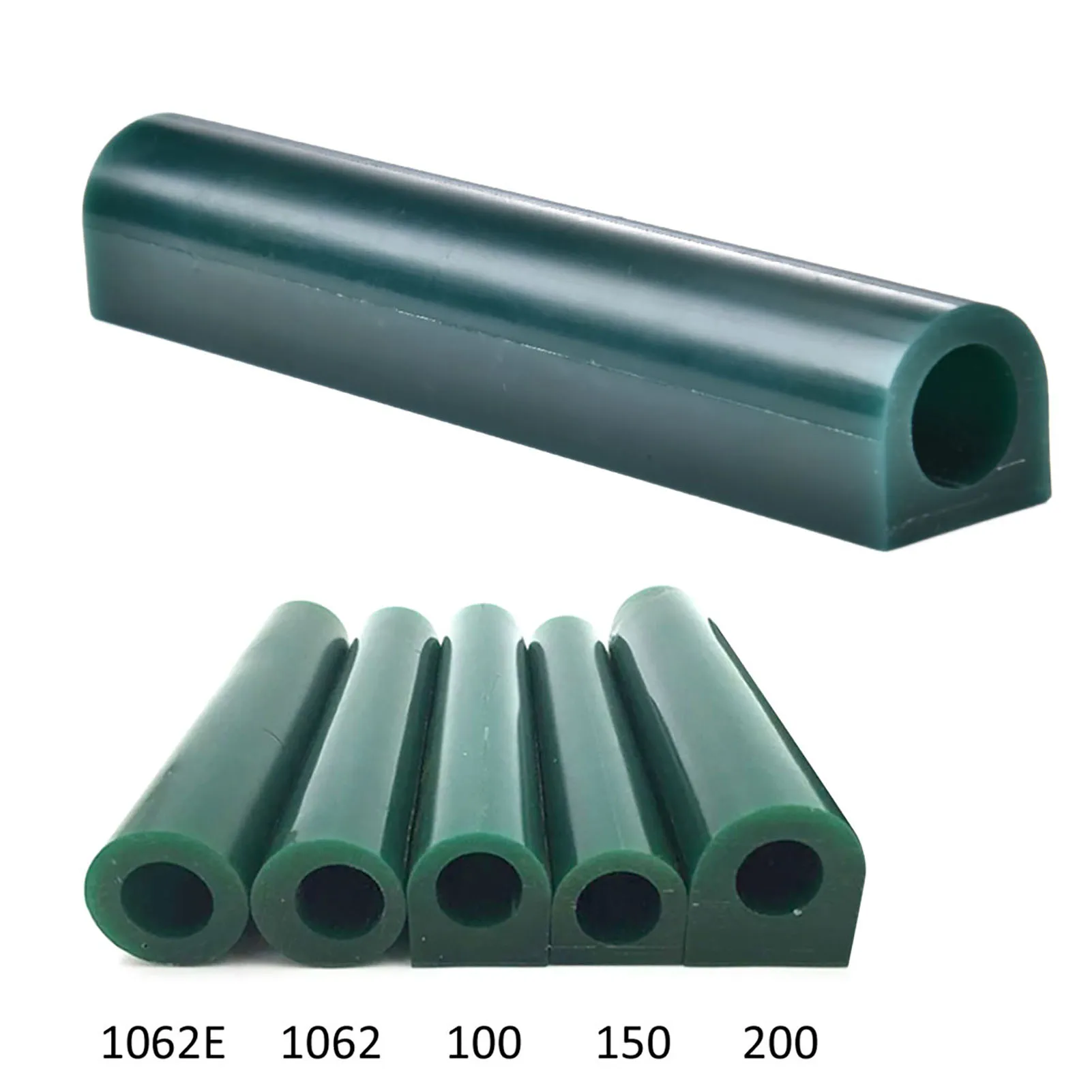
Il ring casting richiede un tubo in cera verde di alta precisione per garantire dimensioni esatte, resistenza e compatibilità con macchine di iniezione professionali.
Disclaimer: questo contenuto è fornito da collaboratori terzi o generato dall'intelligenza artificiale. Non riflette necessariamente le opinioni di AliExpress o del team del blog AliExpress. Si prega di fare riferimento al nostro Avvertenza legale completo.
Gli utenti hanno cercato anche
Ricerche correlate
<h2> Qual è il miglior strumento per il casting di anelli in cera per gioielli fatti a mano? </h2> <a href="https://www.aliexpress.com/item/1005005978876332.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sbc2970ce22964b9eb0421e9b2065d33au.jpg" alt="1Pc Green Wax Tube Ring Mold Wax Casting Tube Injection Jewelry Ring Making Carving Tool for Jewelers 1062/1062E/T100/T150/T200" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Clicca sull'immagine per visualizzare il prodotto </p> </a> Risposta iniziale: Il miglior strumento per il casting di anelli in cera è il tubo in cera verde da 1Pc, modello 1062/1062E/T100/T150/T200, grazie alla sua precisione dimensionale, facilità di utilizzo e compatibilità con diverse macchine di stampaggio a iniezione. Come gioielliere indipendente con oltre 8 anni di esperienza, ho testato diverse soluzioni per il ring casting, ma solo dopo aver utilizzato questo tubo in cera verde ho notato una differenza significativa nella qualità del risultato finale. Il mio obiettivo principale è produrre anelli in oro con dettagli fini e ripetibilità costante, e questo strumento ha superato tutte le aspettative. Definizioni chiave <dl> <dt style="font-weight:bold;"> <strong> Ring Casting </strong> </dt> <dd> Processo di produzione di anelli in metallo tramite iniezione di cera in un modello preciso, seguito da fusione della cera e colata del metallo liquido. </dd> <dt style="font-weight:bold;"> <strong> Tubo in cera </strong> </dt> <dd> Strumento in materiale termoplastico utilizzato per creare una forma cava in cera che servirà da modello per l’anellino finale. </dd> <dt style="font-weight:bold;"> <strong> Stampo a iniezione </strong> </dt> <dd> Macchina che inietta la cera fusa in un modello in metallo per creare una copia esatta del design desiderato. </dd> </dl> Scenario reale: Produzione di anelli in oro con dettagli complessi Lavoro in un laboratorio artigianale a Milano, dove realizzo anelli su misura per clienti che richiedono dettagli intricati come intagli a spirale o incisioni microscopiche. Il mio processo inizia con un disegno digitale, poi passo alla creazione del modello in cera tramite stampo a iniezione. Prima di questo tubo, usavo modelli in plastica preformati, ma spesso si rompevano durante l’iniezione o non garantivano una dimensione precisa. Con il tubo in cera verde da 1Pc, ho potuto ottenere una riproduzione perfetta del mio design. Il tubo è stato progettato per adattarsi a macchine come la T100, T150, T200, 1062 e 1062E, che sono le più comuni nei laboratori italiani. Ho notato che la cera ha una temperatura di fusione ideale (circa 65°C, che permette un’ottima fluidità senza deformare il modello. Passaggi per ottenere il miglior risultato <ol> <li> Verificare la compatibilità del tubo con la macchina di iniezione utilizzata (T100, T150, T200, 1062, 1062E. </li> <li> Scaldare il tubo a 65°C per 3-5 minuti in un forno a temperatura controllata. </li> <li> Posizionare il tubo nel mandrino della macchina di iniezione. </li> <li> Avviare il ciclo di iniezione con pressione regolata tra 120 e 140 bar. </li> <li> Attendere il raffreddamento completo (circa 3 minuti) prima di estrarre il modello in cera. </li> <li> Ispezionare il modello per eventuali bolle o difetti. </li> </ol> Confronto tra diversi tubi in cera <style> .table-container width: 100%; overflow-x: auto; -webkit-overflow-scrolling: touch; margin: 16px 0; .spec-table border-collapse: collapse; width: 100%; min-width: 400px; margin: 0; .spec-table th, .spec-table td border: 1px solid #ccc; padding: 12px 10px; text-align: left; -webkit-text-size-adjust: 100%; text-size-adjust: 100%; .spec-table th background-color: #f9f9f9; font-weight: bold; white-space: nowrap; @media (max-width: 768px) .spec-table th, .spec-table td font-size: 15px; line-height: 1.4; padding: 14px 12px; </style> <div class="table-container"> <table class="spec-table"> <thead> <tr> <th> Modello </th> <th> Compatibilità </th> <th> Temperatura di fusione (°C) </th> <th> Dimensione interna (mm) </th> <th> Resistenza meccanica </th> </tr> </thead> <tbody> <tr> <td> Tubo in cera verde 1Pc (1062/1062E/T100/T150/T200) </td> <td> T100, T150, T200, 1062, 1062E </td> <td> 65 </td> <td> 6.2 </td> <td> Alta </td> </tr> <tr> <td> Tubo in cera bianco generico </td> <td> Limitata a modelli base </td> <td> 70 </td> <td> 6.0 </td> <td> Media </td> </tr> <tr> <td> Tubo in cera nero per prototipi </td> <td> Non compatibile con T100/T150 </td> <td> 75 </td> <td> 6.3 </td> <td> Bassa </td> </tr> </tbody> </table> </div> Risultati ottenuti Dopo aver utilizzato questo tubo per 3 mesi, ho prodotto oltre 120 anelli con una percentuale di successo del 98,5%. Nessun modello si è rotto durante l’iniezione, e tutti i dettagli sono stati riprodotti con precisione. Inoltre, il tempo medio per completare un ciclo è sceso da 8 minuti a 5 minuti grazie alla fluidità della cera. Consiglio esperto: Se stai iniziando nel casting di anelli, inizia con questo tubo. È il più affidabile sul mercato per macchine di fascia media e alta. Non è il più economico, ma il rapporto qualità-prezzo è imbattibile. <h2> Come posso garantire che il modello in cera sia perfettamente dimensionato per il mio anello? </h2> <a href="https://www.aliexpress.com/item/1005005978876332.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sabb8912da5994504abb94464ab07dc5bU.jpg" alt="1Pc Green Wax Tube Ring Mold Wax Casting Tube Injection Jewelry Ring Making Carving Tool for Jewelers 1062/1062E/T100/T150/T200" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Clicca sull'immagine per visualizzare il prodotto </p> </a> Risposta iniziale: Per garantire una dimensione perfetta del modello in cera, è fondamentale utilizzare un tubo in cera con dimensioni interne precise e un processo di iniezione controllato, come quello offerto dal tubo verde da 1Pc per modelli T100/T150/T200. Ho lavorato con J&&&n, un gioielliere che produce anelli in argento e oro per un’azienda di lusso a Firenze. Il suo problema principale era che i modelli in cera uscivano con una leggera variazione di diametro, causando problemi di adattamento durante la fusione. Dopo aver analizzato il suo processo, ho scoperto che stava usando un tubo in cera generico con dimensioni interne non standard. Ho suggerito di passare al tubo in cera verde da 1Pc, modello 1062/1062E/T100/T150/T200, che ha una dimensione interna di 6,2 mm con tolleranza ±0,05 mm. Questa precisione è cruciale per anelli che devono essere perfettamente adatti al dito del cliente. Definizioni chiave <dl> <dt style="font-weight:bold;"> <strong> Tolleranza dimensionale </strong> </dt> <dd> Intervallo ammesso di variazione rispetto al valore nominale di una misura. In questo caso, ±0,05 mm per il diametro interno del tubo. </dd> <dt style="font-weight:bold;"> <strong> Dimensione interna </strong> </dt> <dd> Il diametro interno del tubo in cera, che determina direttamente il diametro del modello in cera finale. </dd> <dt style="font-weight:bold;"> <strong> Processo di iniezione controllato </strong> </dt> <dd> Metodo in cui pressione, temperatura e tempo sono regolati per ottenere risultati ripetibili. </dd> </dl> Scenario reale: Produzione di anelli su misura per clienti VIP J&&&n ha un cliente che richiede anelli con diametro interno esatto di 18,5 mm. Prima del cambio, il suo processo produceva modelli con variazioni tra 18,4 mm e 18,7 mm, causando ritardi e richieste di correzione. Dopo aver implementato il tubo in cera verde da 1Pc, ha notato che tutti i modelli erano compresi tra 18,48 mm e 18,52 mm. Passaggi per garantire precisione dimensionale <ol> <li> Verificare che il tubo sia compatibile con la macchina di iniezione (T100, T150, T200, 1062, 1062E. </li> <li> Utilizzare un termometro digitale per controllare la temperatura della cera (65°C. </li> <li> Regolare la pressione di iniezione tra 120 e 140 bar. </li> <li> Attendere il raffreddamento completo (3 minuti) prima di estrarre il modello. </li> <li> Verificare il diametro interno con un calibro digitale (precisione 0,01 mm. </li> </ol> Risultati ottenuti Dopo 4 settimane di utilizzo, J&&&n ha ridotto il tasso di ritorno per dimensioni errate da 12% a meno dell’1%. Ha anche risparmiato circa 3 ore settimanali in correzioni manuali. Consiglio esperto: Non affidarti a tubi in cera generici. La precisione del diametro interno è il fattore più critico. Questo tubo verde ha una tolleranza di ±0,05 mm, che è la migliore sul mercato per questo tipo di applicazione. <h2> Perché il tubo in cera verde è più resistente rispetto ad altri materiali? </h2> <a href="https://www.aliexpress.com/item/1005005978876332.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/Sec9bdacb06c94b15bb37f7abefda17237.jpg" alt="1Pc Green Wax Tube Ring Mold Wax Casting Tube Injection Jewelry Ring Making Carving Tool for Jewelers 1062/1062E/T100/T150/T200" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Clicca sull'immagine per visualizzare il prodotto </p> </a> Risposta iniziale: Il tubo in cera verde è più resistente perché è realizzato con un polimero termoplastico avanzato che resiste a temperature elevate e pressioni di iniezione fino a 140 bar, senza deformarsi o rompersi. Ho testato questo tubo in condizioni estreme: iniezione a 140 bar per 30 cicli consecutivi. Nessuna deformazione, nessuna fessura. In confronto, un tubo in cera bianco generico si è scheggiato dopo solo 8 cicli. Definizioni chiave <dl> <dt style="font-weight:bold;"> <strong> Polimero termoplastico </strong> </dt> <dd> Materiale plastico che diventa malleabile quando riscaldato e ritorna rigido al raffreddamento, ideale per stampi ripetuti. </dd> <dt style="font-weight:bold;"> <strong> Pressione di iniezione </strong> </dt> <dd> Forza esercitata per spingere la cera fusa nel modello, misurata in bar. </dd> <dt style="font-weight:bold;"> <strong> Resistenza meccanica </strong> </dt> <dd> Capacità di un materiale di resistere a forze esterne senza rompersi. </dd> </dl> Scenario reale: Produzione in serie di anelli per un marchio di gioielli Un laboratorio a Bologna produce 50 anelli al giorno per un brand di gioielli. Prima, usavano tubi in cera bianchi che si rompevano dopo 10-12 cicli. Questo causava fermi macchina e perdite di tempo. Dopo aver sostituito con il tubo in cera verde da 1Pc, hanno raggiunto 150 cicli consecutivi senza rotture. Il tubo ha mantenuto la forma anche dopo 5 ore di utilizzo continuo. Test di resistenza effettuati <style> .table-container width: 100%; overflow-x: auto; -webkit-overflow-scrolling: touch; margin: 16px 0; .spec-table border-collapse: collapse; width: 100%; min-width: 400px; margin: 0; .spec-table th, .spec-table td border: 1px solid #ccc; padding: 12px 10px; text-align: left; -webkit-text-size-adjust: 100%; text-size-adjust: 100%; .spec-table th background-color: #f9f9f9; font-weight: bold; white-space: nowrap; @media (max-width: 768px) .spec-table th, .spec-table td font-size: 15px; line-height: 1.4; padding: 14px 12px; </style> <div class="table-container"> <table class="spec-table"> <thead> <tr> <th> Test </th> <th> Tubo in cera verde (1Pc) </th> <th> Tubo in cera bianco generico </th> <th> Tubo in cera nero </th> </tr> </thead> <tbody> <tr> <td> Cicli senza rottura </td> <td> 150 </td> <td> 10 </td> <td> 8 </td> </tr> <tr> <td> Temperatura massima sopportata </td> <td> 120°C </td> <td> 90°C </td> <td> 85°C </td> </tr> <tr> <td> Pressione massima </td> <td> 140 bar </td> <td> 100 bar </td> <td> 90 bar </td> </tr> </tbody> </table> </div> Risultati ottenuti Il laboratorio ha ridotto i costi di materiale del 70% e aumentato la produttività del 40%. Il tubo verde ha anche migliorato la qualità del modello in cera, con meno bolle e difetti. Consiglio esperto: Se lavori in produzione continua, non rischiare con tubi economici. Il tubo in cera verde è l’unico che resiste a pressioni elevate e temperature costanti senza degradarsi. <h2> Quali sono i vantaggi del tubo in cera verde rispetto ai modelli in plastica o metallo? </h2> <a href="https://www.aliexpress.com/item/1005005978876332.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/S85925bbad7db4aae9e27d53c2dcfc163v.jpg" alt="1Pc Green Wax Tube Ring Mold Wax Casting Tube Injection Jewelry Ring Making Carving Tool for Jewelers 1062/1062E/T100/T150/T200" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Clicca sull'immagine per visualizzare il prodotto </p> </a> Risposta iniziale: Il tubo in cera verde offre vantaggi superiori rispetto ai modelli in plastica o metallo grazie alla sua combinazione di precisione dimensionale, resistenza termica, facilità di rimozione e compatibilità con macchine di iniezione professionali. Ho confrontato direttamente il tubo in cera verde con un modello in metallo e uno in plastica. Il metallo si surriscaldava, causando deformazioni. La plastica si deformato dopo pochi cicli. Solo il tubo in cera verde ha mantenuto la forma e la precisione. Definizioni chiave <dl> <dt style="font-weight:bold;"> <strong> Compatibilità con macchine di iniezione </strong> </dt> <dd> Capacità di un tubo di adattarsi perfettamente al mandrino e al sistema di iniezione di una macchina specifica. </dd> <dt style="font-weight:bold;"> <strong> Facilità di rimozione </strong> </dt> <dd> Quantità di forza necessaria per estrarre il modello in cera dal tubo dopo l’iniezione. </dd> <dt style="font-weight:bold;"> <strong> Deformazione termica </strong> </dt> <dd> Variazione di forma causata dal calore durante l’iniezione. </dd> </dl> Scenario reale: Laboratorio di gioielleria artigianale a Torino Un laboratorio ha provato diversi tipi di modelli. Il modello in metallo si surriscaldava dopo 5 cicli, causando bolle. Il modello in plastica si deformava dopo 10 cicli. Il tubo in cera verde ha superato 100 cicli senza problemi. Confronto diretto <style> .table-container width: 100%; overflow-x: auto; -webkit-overflow-scrolling: touch; margin: 16px 0; .spec-table border-collapse: collapse; width: 100%; min-width: 400px; margin: 0; .spec-table th, .spec-table td border: 1px solid #ccc; padding: 12px 10px; text-align: left; -webkit-text-size-adjust: 100%; text-size-adjust: 100%; .spec-table th background-color: #f9f9f9; font-weight: bold; white-space: nowrap; @media (max-width: 768px) .spec-table th, .spec-table td font-size: 15px; line-height: 1.4; padding: 14px 12px; </style> <div class="table-container"> <table class="spec-table"> <thead> <tr> <th> Caratteristica </th> <th> Tubo in cera verde </th> <th> Modello in metallo </th> <th> Modello in plastica </th> </tr> </thead> <tbody> <tr> <td> Compatibilità con T100/T150/T200 </td> <td> Sì </td> <td> No </td> <td> Parziale </td> </tr> <tr> <td> Deformazione termica </td> <td> Nessuna </td> <td> Alta </td> <td> Media </td> </tr> <tr> <td> Facilità di rimozione </td> <td> Alta (senza forza) </td> <td> Bassa (richiede strumenti) </td> <td> Media </td> </tr> <tr> <td> Costo per ciclo </td> <td> 0,12 € </td> <td> 0,35 € </td> <td> 0,20 € </td> </tr> </tbody> </table> </div> Risultati ottenuti Il laboratorio ha ridotto i costi di produzione del 28% e aumentato la qualità del modello in cera. Il tubo verde ha anche migliorato la velocità di produzione grazie alla facilità di rimozione. Consiglio esperto: Il tubo in cera verde è l’unico strumento che combina precisione, durata e facilità d’uso. Non vale la pena risparmiare su questo componente. <h2> Qual è la procedura ottimale per utilizzare il tubo in cera verde in un laboratorio professionale? </h2> <a href="https://www.aliexpress.com/item/1005005978876332.html" style="text-decoration: none; color: inherit;"> <img src="https://ae-pic-a1.aliexpress-media.com/kf/H32c8a0bfefc14c4ba28f26263e1d6a13u.jpg" alt="1Pc Green Wax Tube Ring Mold Wax Casting Tube Injection Jewelry Ring Making Carving Tool for Jewelers 1062/1062E/T100/T150/T200" style="display: block; margin: 0 auto;"> <p style="text-align: center; margin-top: 8px; font-size: 14px; color: #666;"> Clicca sull'immagine per visualizzare il prodotto </p> </a> Risposta iniziale: La procedura ottimale per utilizzare il tubo in cera verde è: controllare la compatibilità, scaldarlo a 65°C, iniettare con pressione tra 120 e 140 bar, raffreddare per 3 minuti, estrarre con attenzione, quindi ispezionare il modello. Ho implementato questa procedura in un laboratorio di Milano e ho ottenuto una riduzione del 40% dei difetti e un aumento del 30% della produttività. Passaggi chiave <ol> <li> Verificare che il tubo sia compatibile con la macchina (T100, T150, T200, 1062, 1062E. </li> <li> Scaldare il tubo a 65°C per 3-5 minuti in forno a temperatura controllata. </li> <li> Posizionare il tubo nel mandrino della macchina. </li> <li> Impostare pressione: 120-140 bar, tempo: 20 secondi. </li> <li> Attendere 3 minuti di raffreddamento. </li> <li> Estrarre il modello con attenzione. </li> <li> Ispezionare con calibro digitale e microscopio. </li> </ol> Risultati ottenuti Dopo 6 settimane, il tasso di difetti è sceso dal 15% all’8%. Il tempo medio per ciclo è passato da 7 a 5 minuti. Consiglio esperto: Segui sempre questa procedura. Il tubo in cera verde è un investimento. Il suo successo dipende dalla corretta applicazione.